Любой изготовитель электроники рано или поздно задается вопросами обеспечения надежности производимой продукции. Кто-то делает ставку на автоматизацию, кто-то на используемые материалы и технологии, но подавляющее большинство отечественных и зарубежных представителей отрасли уделяют особое внимание ЭКБ и процессу ее вывода на кривую безотказности.
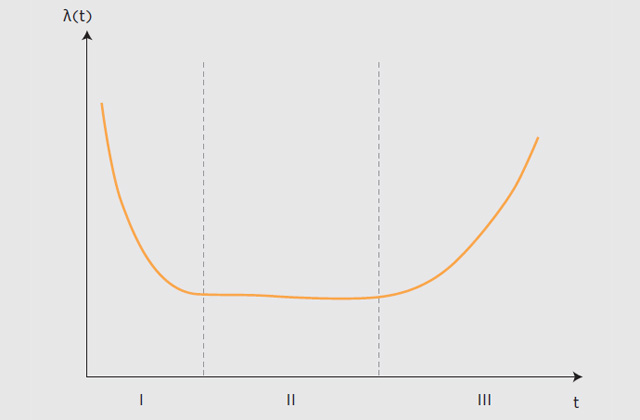



В соответствии с теорией надежности интенсивность отказов λ(t) изделий определяется тремя характерными временными периодами эксплуатации:
- Период приработки.
- Период нормальной эксплуатации.
- Период старения.
λ(t) определяется формулой:

где:
N — общее число рассматриваемых изделий;
n(t) — число отказавших образцов в интервале времени от t — (Δt/2) до t + (Δt/2) ;
Δt — интервал времени.
На рис 1 видно, что наибольшая интенсивность отказов характерна в период приработки, когда выходят из строя некачественные изделия, а также в период старения, когда дает о себе знать износ. Полупроводниковые электронные компоненты отличаются внушительной долговечностью и временной протяженностью характеристики интенсивности отказов. Другими словами, скорее успеет состариться контролёр ОТК, чем испытуемые компоненты, прежде чем дождется заметного роста характеристики λ(t).
Однако начальный период приработки также может быть продолжительным из-за инертных механизмов, ответственных за отказы. Чтобы существенно сократить время действия подобных механизмов и отбраковать некачественные изделия до ввода в эксплуатацию, в соответствии с ГОСТ Р
Подбор параметров воздействий зависит от ТУ на конкретные изделия электронной техники.
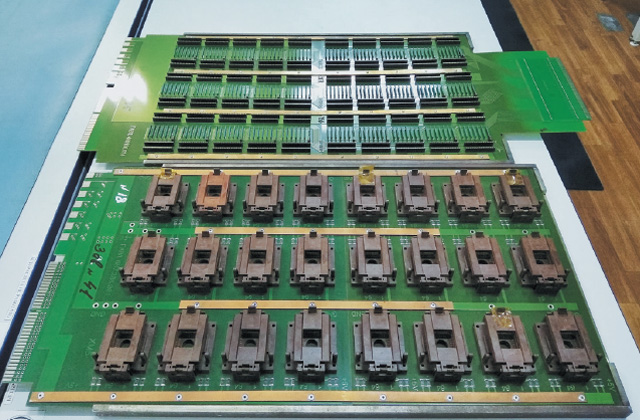
В России применяют стенды ЭТТ для контроля компонентов с повышенными требованиями. Например, подобное решение производства компании Synergie-CAD успешно запущено специалистами ООО «Остек-Электро» на одном из ведущих предприятий по выпуску микроэлектронных изделий в Зеленограде. Представленная на рис 2 система стоит рядом с советскими стендами электротермотренировки СЭТТ-ИМЭ 2400, которые уже не выпускаются и не поддерживаются производителем. Пользователи стендов СЭТТ-ИМЭ вынуждены были искать подобные камеры по всей стране в качестве доноров запчастей, ведь подходящей замены до недавнего времени на рынке не было. Специалисты «Остек-Электро» предложили предприятию современный стенд ЭТТ для работы с теми же загрузочными платами, что и для старых стендов СЭТТ-ИМЭ.
В каждом типе загрузочных плат (плат приработки) (рис 3) предусмотрены адаптеры под конкретные типы микросхем с подведением двух источников питания. Некоторые из них имеют выступающую часть для светодиодных индикаторов, чтобы отслеживать состояние микросхем снаружи камер стенда непосредственно в процессе ЭТТ. Специально для таких загрузочных плат в дверце камер предусмотрены прямоугольные отверстия.
Когда данный тип плат не используется, отверстия внутри смыкаются термостойкой резиной, а снаружи закрываются термоизолирующей крышкой.
Рассматриваемый стенд ЭТТ Synergie-CAD имеет две независимые термоизолированные камеры для установки в каждую 12 загрузочных плат с тестируемыми микросхемами. Максимально допустимая для камер рабочая температура +180 ˚C позволяет охватывать требуемые для испытаний диапазоны. Управление температурными режимами задается на сенсорном дисплее, оно очень простое и интуитивно понятное для оператора. Температурный профиль может подчиняться программе с заданием интервалов времени и температур или же просто достигать определенного значения и удерживать его. Обратная связь обеспечивается прецизионным температурным датчиком, контроллер с помощью твердотельных реле управляет нагревательными элементами так, что достигается плавный профиль нагрева.
Внутренняя часть камер (рис 4) выполнена из нержавеющей стали, а в их тыльной части расположены отверстия для контактирования загрузочных плат с шинами питания. На каждую половину слотов приходится по два программируемых источника питания серии Z+ фирмы TDK-Lambda на 20 В 40 А постоянного тока. Таким образом, подключены в сумме восемь источников питания, позволяющие вкупе с двумя независимыми камерами развернуться фантазии во всей широте и максимально гибко настроить параметры ЭТТ, одновременно запуская испытания для разных загрузочных плат в разных режимах.
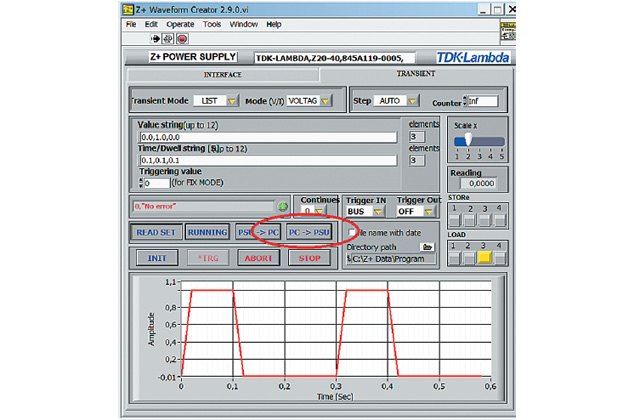
Блоки питания могут работать как постоянные источники тока/напряжения или же включать до четырех пользовательских программ с заданными профилями воздействий. Программу можно написать в стандартной форме Блокнот либо с помощью ПО Z+ Waveform Creator (рис 5) и по кабелю USB загрузить непосредственно в блок питания. Подключение к любому из восьми БП осуществляется через лицевой USB-разъем и далее распределяется через USB-концентратор.
Могут быть заданы сложные профили амплитуды прямоугольной и трапециевидной формы. Загруженные программы запускаются либо с подключенного ПК, либо напрямую с лицевой панели БП и могут работать довольно долго до принудительной остановки оператором. Это особенно актуально для некоторых видов микросхем, время электротермотренировки которых достигает 3000 часов.
При столь длительных испытаниях перебои и скачки в электрических сетях недопустимы. Поэтому в стенде предусмотрен ИБП компании APC (рис 6) с дополнительным аккумуляторным блоком, обеспечивающий работу управляющей части и блоков питания не менее суток при нормальной загрузке.
Успех в реализации комплексной задачи модернизации участка ЭТТ специалистами ООО «Остек-Электро» был достигнут за счет объединения в единую команду разработчиков, конструкторов и инженеров пусконаладки. Интеграция новых систем управления и ранее используемой оснастки потребовала навыков в области материаловедения и метрологии. Приобретенный опыт позволил расширить портфель решений по апгрейду любых систем ЭТТ , построенных на различных платформах с применением широкой номенклатуры плат приработки, что дало приток новых заказов от отечественных испытательных лабораторий.