Большинство разрабатываемых приборов и модулей проходят стадию опытного производства, когда происходит пробный запуск продукции. Цель этого этапа — отладить технологию сборки и выявить недостатки изделия, чтобы разработчик мог их устранить, внеся изменения в конструкцию или схему до того, как продукт пойдет в крупную серию.

Если этого не делать, все «нюансы» проявятся в процессе производства крупной серии — и это еще в лучшем случае. Обычно такие недоработки дают о себе знать, когда изделие уже находится у конечного заказчика, и приходится тратить дополнительные средства на отправку специалистов в командировку, чтобы устранить недоработки уже на месте. Такой процесс затратен с точки зрения как финансовых, так и трудовых ресурсов. Именно поэтому процесс опытного производства является одной из самых важных стадий проектирования и разработки изделия.
К сожалению, часто приходится слышать, что системы электрического контроля с летающими пробниками, такие как SPEA, заточены под крупную серию, а на опытном и мелкосерийном производствах им делать нечего. Но позвольте, разве вы не встречали на таких производствах автоматизированные линии поверхностного монтажа? Конечно, они есть. Да, если рассуждать об «опытной партии», намного проще и быстрее использовать ручной труд монтажников. Тогда не придется отлаживать температурный профиль, подбирать материалы для линии монтажа, программировать установщик компонентов... Однако эти системы успешно используются и на опытном производстве, ведь ОТВЕТСТВЕННЫЙ производитель осознает всю важность технологичности использования современных способов сборки изделий и исключения влияния человеческого фактора на всех этапах производства.
А что же электрический контроль? Ведь в процессе опытной сборки изделий выявляются не только показатели надежности, корректности работы схемы, технологичности изделия, но и тестопригодности! Независимо от «возраста» у каждого используемого метода контроля выпускаемой продукции есть определенные требования по тестопригодности контролируемых изделий: даже используя по старинке осциллограф и мультиметр следует предусмотреть доступ к ключевым компонентам схемы, контрольные точки с контактными площадками.
Если разработчик в процессе проектирования устройства не подумал о его будущем тестировании, то при запуске в крупную серию потребуется приобретение дорогостоящих специализированных измерительных комплексов, высокотехнологичных оснасток и прочего вспомогательного оборудования, которое можно использовать только под одно конкретное изделие. А стоимость такого оборудования определяется сложностью изделия, под которое оно приобретается.
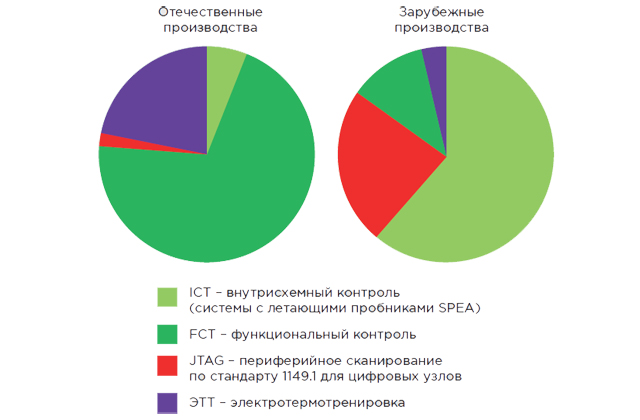
Учитывая высокую степень интеграции компонентов на плате, а также невозможность в ряде случаев проверить современные микросхемы с помощью одного лишь осциллографа, источника питания и мультиметра, необходимо использовать современные методы контроля изделий. Статистика использования различных методов контроля представлена на рис 1 (по результатам исследований ООО «Остек-Электро» при поддержке иностранных партнеров).
Конечно, можно разрабатывать стенды, формировать рабочие места с необходимым набором генераторов, источников питания, всевозможных анализаторов и прочего контрольно-измерительного оборудования. Вот только решать основные проблемы, возникающие на производстве, такое оборудование не способно. Вернее, задачи перед таким оборудованием должны стоять соответствующие: регулировка и настройка. Бессмысленно тратить драгоценные часы рабочего времени на поиск короткого замыкания вследствие некачественного монтажа или же заниматься поиском неисправного блокировочного конденсатора.
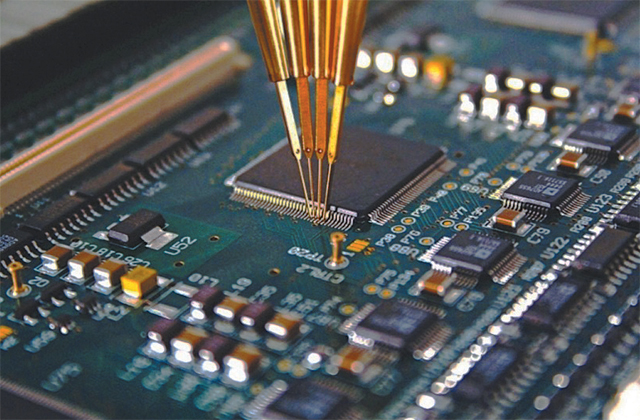
Таких проблем можно избежать, используя гибкую универсальную систему, которая осуществляет контроль выпускаемой продукции без использования каких-либо оснасток, систем коммутации и иных связующих систем (рис 2). Речь идет о системах электрического контроля с летающими пробниками SPEA — наличие подвижных пробников позволяет осуществлять контроль практически любых плат, главное, четко понимать задачи, которые ставятся перед производителем.
Системы SPEA бывают трех конфигураций:
- 4 пробника сверху — SPEA 4020, 4050;
- 6 пробников (4 сверху и 2 снизу) — SPEA 4060;
- 8 пробников (4 сверху и 4 снизу) — SPEA 4080 (рис 3).
Но даже имея систему с летающими пробниками, которая способна осуществить надежный контакт практически в любое место на плате (контакт smd-компонентов, вывод разъёмов, контакт TH-компонентов и пр.), разработчики умудряются спроектировать изделия таким образом, что даже тестирование на SPEA перестает быть тривиальной задачей.
Учитывая возрастающую с каждым годом сложность плат, уменьшение геометрических размеров элементной базы, повышение степени интеграции компонентов на плате, становится очевидным, что системы электрического контроля на сегодняшний день являются чуть ли не единственным способом выявления дефектов и неисправностей в таких изделиях. И мы сейчас говорим не о функциональной работоспособности изделий или контроле параметров сигналов. Мы говорим о более важном и раннем этапе — о соответствии платы схеме электрической принципиальной, со всеми связями, компонентами и прочими параметрами, заложенными разработчиком на этапе проектирования. Ведь перед тем, как подавать питающее напряжение на плату, мы должны быть уверены на 100 %, что на включаемом модуле отсутствуют КЗ, все связи целы, компоненты стоят в правильной полярности, с верным номиналом и допуском. В противном случае увеличивается вероятность того, что можно сжечь тестируемое устройство, повредив недешевые микросхемы, стоимость которых в некоторых случаях составляет до нескольких тысяч долларов.
Вернёмся к тестированию. Как вы думаете, разработчик на этапе производства опытной партии изделий должен убедиться в высоком показателе тестопригодности своего детища? Неужели кроме сухого отчета о работоспособности схемы, а также полученного фактически показателя надежности с результатами по климатике его больше ничего не интересует? Нежелание переделывать устройство на ранних этапах и устранять все выявленные недостатки порождает замкнутый круг, и в результате специалисты завода-изготовителя вынуждены ездить на конечные объекты заказчика и все равно переделывать изделия, допаивать всевозможные перемычки, менять элементы, в общем — выполнять ту работу, которой можно было бы избежать, если бы разработчик ответственно подходил к своему делу.
А что же опытное производство? Его задачей является не только сборка опытной партии изделий, но и внесение замечаний по этому продукту. В том числе по показателям тестопригодности. Если тополог спроектировал плату так, что внутри «города небоскребов» (большое количество высоких компонентов, например, электромагнитные реле или электролитические конденсаторы) проживает «карлик» (небольшой компонент, например, smd-резистор) — это явный недостаток. Мало того, что выпаять при необходимости такого «карлика» практически невозможно (вокруг него по кругу установлены высокие элементы), его еще и невозможно измерить по причине затрудненного доступа!
Использование современных высокотехнологичных систем электрического контроля на всех видах производств, независимо от крупносерийности изделий — обязательная часть процесса. Сталкиваясь с описанными в статье трудностями при тестировании изделий на этапе опытного производства, разработчик имеет реальную возможность устранить все существующие неполадки и значительно повысить показатель тестопригодности изделий.